Tungsten MIM
Introduction
Tungsten MIM (Tungsten Metal Injection Molding) is a sophisticated process for custom tungsten fabrication. This technology combines benefit of powder metal technology with flexibility of injection molding, in order to produce intricate and high-density tungsten components.
Tungsten alloys have high melting point, high density, high thermal conductivity, low coefficient of thermal expansion(CTE). The common tungsten materials including W, ODS-W (oxide dispersion strengthened tungsten), W-Re (tungsten rhenium), W-Cu (tungsten copper), WHAs (tungsten heavy alloys). ODS-W and W-Re are densified by solid state sintering, while W-Cu and WHAs are liquid phase sintered.
MIM W, ODS-W and W-Re have very high melting temperature above 2500℃, MIM W-Cu (tungsten copper) is an attractive thermal management material for power electronics, it has property combination of high thermal conductivity of Cu and low CTE of W. WHAs(tungsten heavy alloys) like W-Ni-Fe, W-Ni-Cu are applied widely in electronic devices.
Common Tungsten Alloys in MIM
The common w-alloys in MIM technology including:
W- Alloy Chemical Composition
| MIM Tungsten Alloys | Tungsten(W) | Iron(Fe) | Nickel(Ni) | Copper(Cu) | Cobalt(Co) |
| W-2Fe-3Ni | 93.9-95.1% | 1.9-2.5% | 3.0-3.6% | – | – |
| W-2Fe-7Ni | 89.5-92.5% | 1.0-2.5% | 5.5-7.5% | – | – |
| W-6Ni-2Cu | 90.0-92.5% | – | 4.5-6.0% | 1.0-3.0% | – |
| W-7Ni-8Co | 85.0-89.0% | – | 5.0-7.0% | – | 5.0-8.0% |
| W-10Cu | 90.0-92.0% | – | – | 8.0-10.0% | – |
| W-15Fe | 85.0-90.0% | 10.0-15.0% | – | – | – |
W- Alloy Mechanical Properties
| Tungsten Alloys | Density (g/cm³) | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness(HRC) |
| W-2Fe-3Ni | 17.2 | ≥830Mpa | ≥620Mpa | 7 | ≥32 |
| W-2Fe-7Ni | 17.0 | ≥800Mpa | ≥600Mpa | 5 | ≥30 |
| W-6Ni-2Cu | 16.7 | ≥850Mpa | ≥650Mpa | 6 | ≥35 |
| W-7Ni-8Co | 17.6 | ≥820Mpa | ≥620Mpa | 5.5 | ≥32 |
| W-10Cu | 16.0 | ≥900Mpa | ≥700Mpa | 7 | ≥40 |
| W-15Fe | 17.3 | ≥790Mpa | ≥590Mpa | 4.5 | ≥29 |
W- Alloy Application
- Tungsten alloys have high hardness and heat resistance, the excellent alloy is high-speed steel, it contains as much as 18% tungsten.
- Tungsten has high melting point, these alloys are applied in aerospace, automotive, radiation shielding.
- Quenched (martensitic) tungsten steel can be applied for hard permanent magnets, due to its high remanence and coercivity.
- Tungsten supperalloys (Hastelloy, Stellite): turbine blades, wear-resistance parts, coatings.
- Tungsten copper/silver: useful in arc welding applications.
Tungsten Powder Preparation
In MIM process, the fine tungsten(W) powders have good sinterability, and result in high densities. However, fine W powders have strong agglomeration, this gives rise to very poor flowability. Therefore, mixing W powders with different particle sizes is an effective method.
W-Cu Powder
The W-Cu powder is difficult to achieve high density, especially for low Cu content alloys, due to W and Cu are not mutually soluble. Therefore, Ultrafine or nanostructured W-Cu composite powder is a solution for this problem.
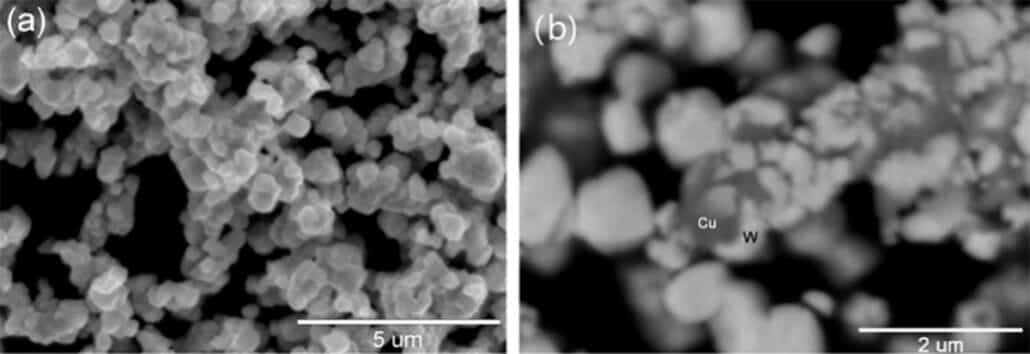
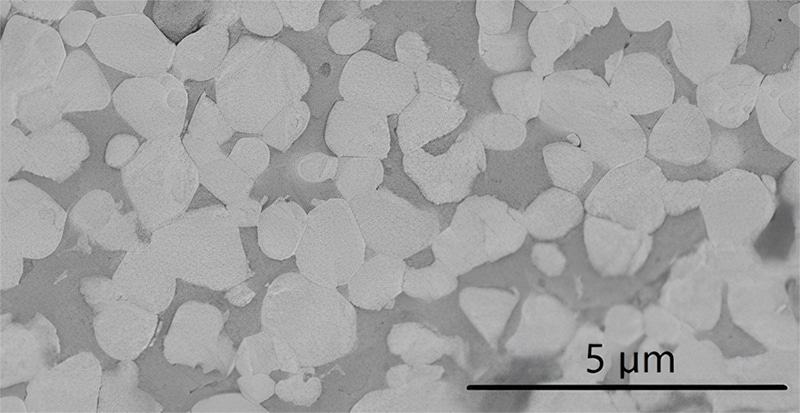
The a graph is morphology for W-Cu composite powders, while b displays the W&Cu distribution in cross section.
Tungsten Sintering
Sintering is the most critical step to achieve the required properties and dimensional accuracy. In reason of the high melting temperature of W alloys, there are two main sintering state: solid sintering, liquid sintering.
Solid Phase Sintering & HIP
It is challenge to achieve fully density in sintering process for fine powders of W, ODS-W and W-Re. Sintering at 1900℃ can reach 98.4% density, while 2300℃ will get 99.2% density. However, there are significant grain growth in solid sintering process, and all sintered parts are brittle. HIP, as a post-sintering process, can control grain size and reach high density. The optimized solid sintering and HIP process parameters will determine the final density, micro-structure, properties of MIM W, ODSW, W-Re.
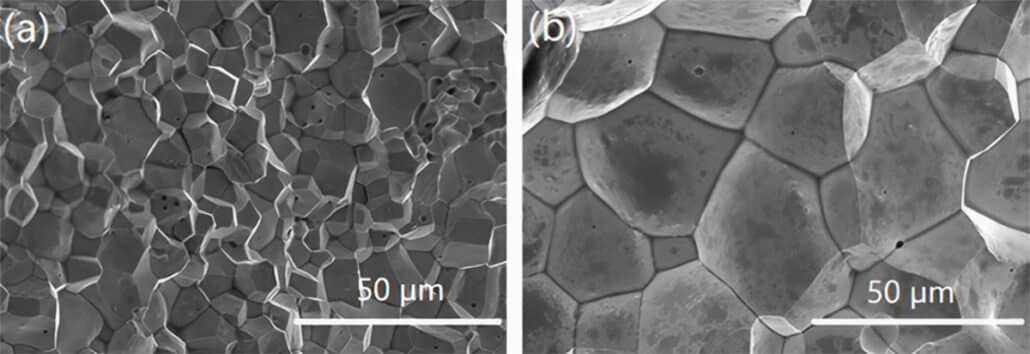
Micro-structure after perfect solid phase sintering is in the following graph.
Liquid Phase Sintering
Normally, MIM W-Cu and WHAs are densified in liquid phase sintering. Regardless of tungsten alloy properties, dimensional accuracy and surface condition are both critical for final parts. Over-sintering will give rise to the liquid phase extruding on surface, and distortion of parts.
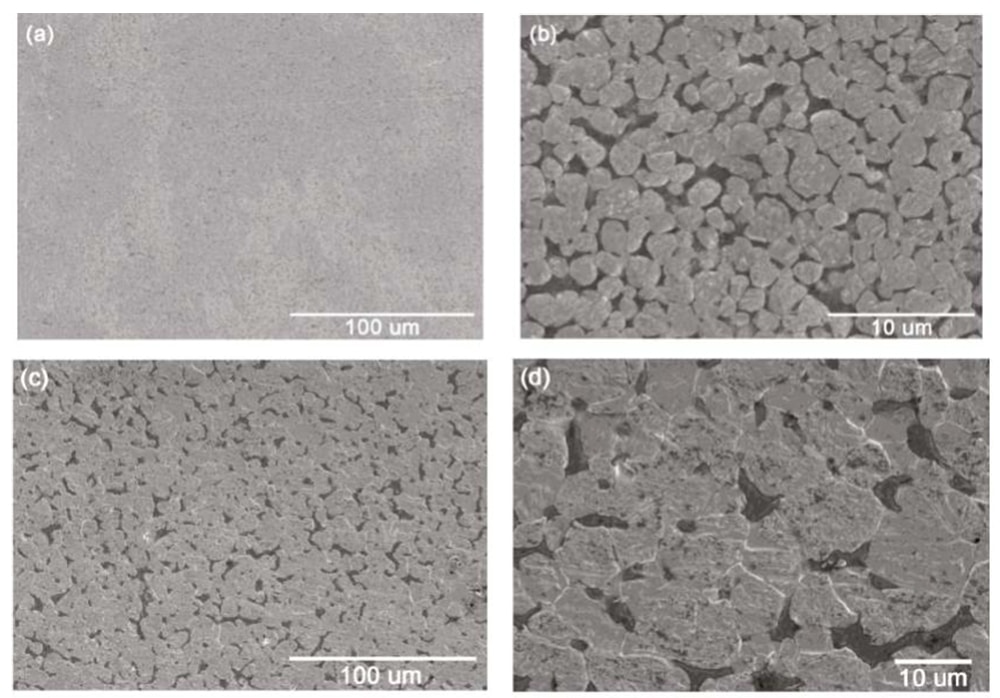
From the following graph, this can illustrate the powder effect on densification, the A is MIM W-20Cu injection molded part, B is sintered parts with 20 μm W power with 10 μm Cu powder, while C is 0.7 μm W power with 10 μm Cu powder. Finally the D is sintered part with 0.7 μm W-20Cu composite powder.

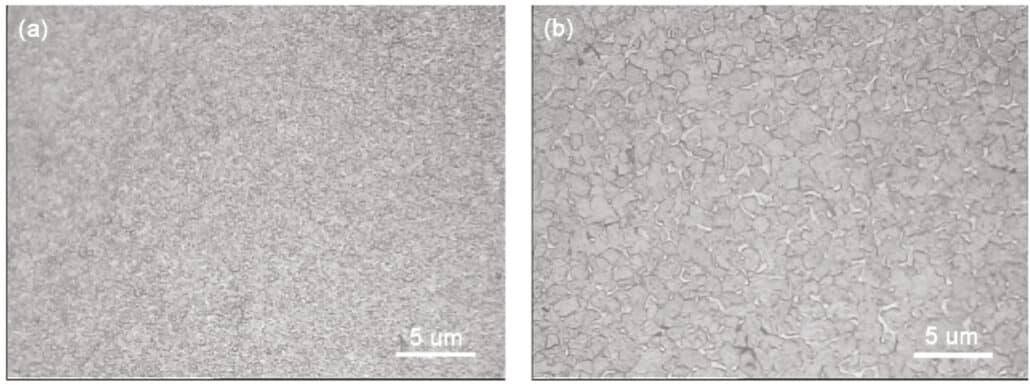
Adequate liquid phase sintering is critical for final mechanical properties, we can notice the homogeneous micro-structure of MIM W-20Cu with composite powder.
Tungsten Heavy Alloy (W-2Fe-3Ni)
Tungsten Heavy alloy (W-2Fe3Ni) is also known as hard metal. It has great hardness and strength, with toughness and plasticity of metallic alloy. This alloy is applied widely in aerospace, automotive, radiation industry. In addition, cutting&milling industry, like drill bits, high-speed cutting tools, lathe tools and milling cutters.
Chemical Composition
| W-2Fe3Ni | Tungsten | Iron | Nickel |
| Percent by Weight | Bal. | 1.90-2.50 | 3.00-3.60 |
Mechanical Properties (Sintered)
| Material | Density | Tensile Strength | Yield Strength(0.2%) | Hardness | Elongation(% in 25.4mm) |
| W-2Fe3Ni | ≥17.00g/cm³ | ≥830Mpa | ≥620Mpa | ≥1020 HV | ≥7% |
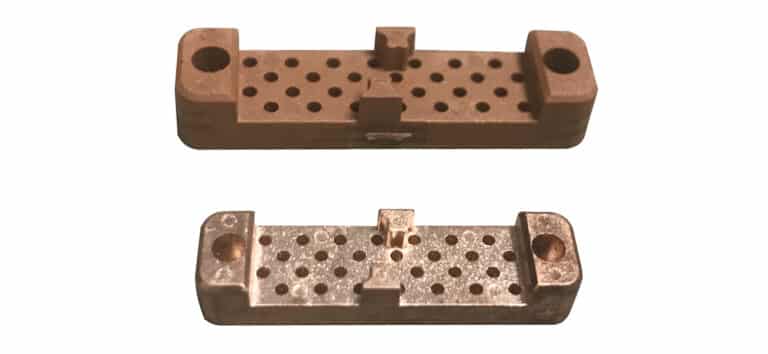
Tungsten Copper Alloy (W-10Cu)
W-10Cu is the most popular tungsten copper alloy for thermal management applications. However, the sinterability of this materials is not enough for high density with normal powder. Therefore, ultra-fine composite powder of W-10Cu is applied for MIM process, in order to achieve 99% density at sintering temperature of 1400℃.
W-10Cu Chemical Composition
| W-10Cu | Tungsten | Copper |
| Percent by Weight | Bal. | 10.0 |
W-10Cu Chemical Composition
| Material | Density | Tensile Strength | Hardness | Thermal Conductivity | CTE, linear |
| W-10Cu | ≥17.10g/cm³ | ≥500Mpa | ≥300 HV | 195W/mK | 6.40 µm/m-°C |
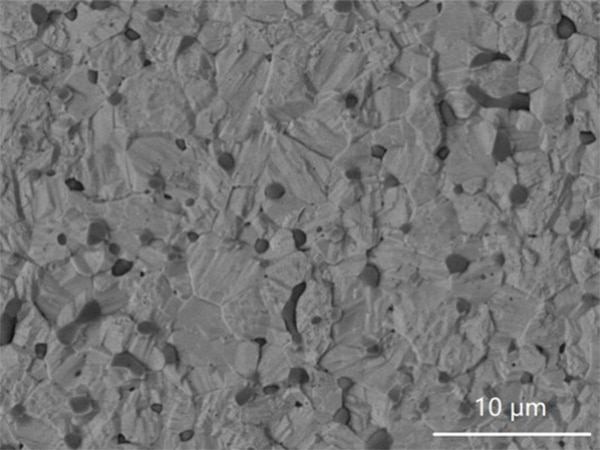
The sintered W-10Cu has homogeneous micro-structure with W grain size of 2-3 μm. Due to the more homogeneuous micro-structure and fine powder size, the thermal and mechanical properties of W-10Cu with ultrafine composite powder are better than the common powder with Cu infiltration in MIM.
Conclusion
ZCMIM has nearly 10 experience in Tungsten MIM. We apply different alloy power size, alloy proportion, sintering parameter to achieve specific electronic and mechanical properties. Contact us for your next Tungsten MIM project.